СПИРАЛЬ (ВИТОК, ПЕРО) ШНЕКА.


{kind=link}
{kind=link}
Купить спирали шнеков
Для ремонта шнеков различного транспортировочного оборудования, а также для производства новых шнеков наиболее подходящим решением является использование цельнотянутой спирали. Данная спираль выполняется методом холодной пластической деформации, что чрезвычайно важно для сохранения изначальных характеристик металла. Заранее подготовленную стальную ленту протягивают через валки специального станка. Ввиду механического воздействия, которому подвергается один край металлической полосы, происходит уменьшение толщины этого края, и, как следствие, его удлинение. Таким образом, вся металлическая лента приобретает вид спиральной полосы (реборды шнека) с заданными геометрическими параметрами. Варьируя толщину ленты-заготовки и силу механического воздействия валков, можно получать необходимые параметры шага витков.
Изготовление спиралей шнеков
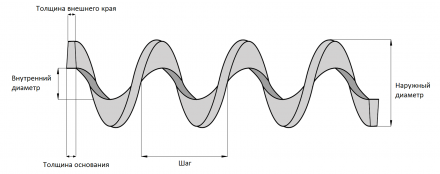
| Наружный диаметр, мм | Шаг витка, мм | Внутренний диаметр, мм | Толщина основания | Толщина края, мм | Направление навивки | Длина перьев, м |
| 90 | 90 | 28 | 3 | 1,5 | правое | 3 |
| 125 | 125 | 60 | 3 | 1,9 | левое | 3 |
| 140 | 140 | 57 | 4 | 2,4 | правое | 3 |
| 160 | 160 | 43 | 4 | 2 | правое | 3 |
| 160 | 160 | 43 | 4 | 2 | левое | 3 |
| 160 | 160 | 45 | 3 | 1,5 | правое | 3 |
| 160 | 160 | 57 | 4 | 2 | правое | 3 |
| 160 | 160 | 57 | 4 | 2 | левое | 3 |
| 200 | 200 | 43 | 4 | 2 | правое | 3 |
| 200 | 200 | 43 | 4 | 2 | левое | 3 |
| 200 | 200 | 57 | 4 | 2 | правое | 3 |
| 200 | 200 | 57 | 4 | 2 | левое | 3 |
| 250 | 250 | 57 | 4 | 2 | правое | 3 |
| 250 | 250 | 57 | 4 | 2 | левое | 3 |
| 300 | 300 | 76 | 5 | 2,5 | правое | 3 |
| 400 | 400 | 89 | 6 | 3 | правое | 3 |
Такие параметры, как наружный и внутренний диаметры спирали шнека, а также толщина полосы у основания, напрямую связаны с начальными параметрами ленты-заготовки. А тот факт, что деформация происходит без предварительного нагрева и с использованием СОЖ, гарантирует, что структура стали сохранит первоначальные характеристики твёрдости и износостойкости. Более подробную информацию о типоразмерах спирали и о сферах её применения читайте на тематических страницах нашего сайта.